Launching a solid-color piqué polo under a tight budget and timeline lives or dies on two decisions: how many colors you start with and how you run your Pantone lab-dip approvals. Get those right, and the rest—capacity booking, dye MOQs, and yield across sizes—falls into place. Get them wrong, and costs creep while lead times slip. Here’s the practical checklist I use when planning a low MOQ pique polo program, with a short contrast for yarn-dye scenarios.
Decide your low MOQ pique polo color count first
Start with the end: the number of shades you can responsibly launch without blowing schedule or cash. Ask yourself two quick questions. First, do you need distinct merchandising stories right now, or can one hero shade plus one carryover neutral hit your goals? Second, how sensitive is your drop date to a single color running late? If you can’t afford delay, reduce the color count. Each color carries its own lab-dip cycle, dye slot, and testing gates. In low MOQ pique polo programs, two colors often outperform three on time-to-market and unit economics—especially in peak months when dyehouse queues are long.
Lock a decision rule you can defend. For example: start with two colors unless preorders justify a third, and only after the first lab-dip round shows both shades within easy correction distance. This keeps you agile without gambling the calendar.
Key takeaways
Decide color count before anything else; each additional shade is a separate dye run with its own clock and cost. For most micro-pilots, start with one to two colors.
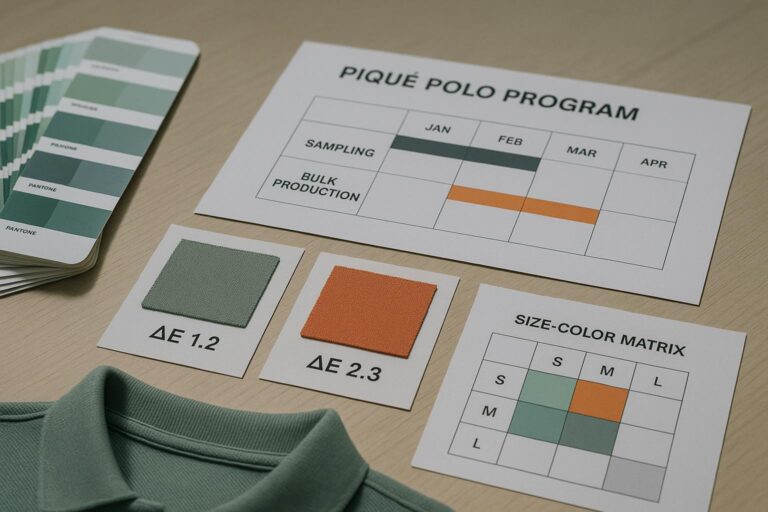
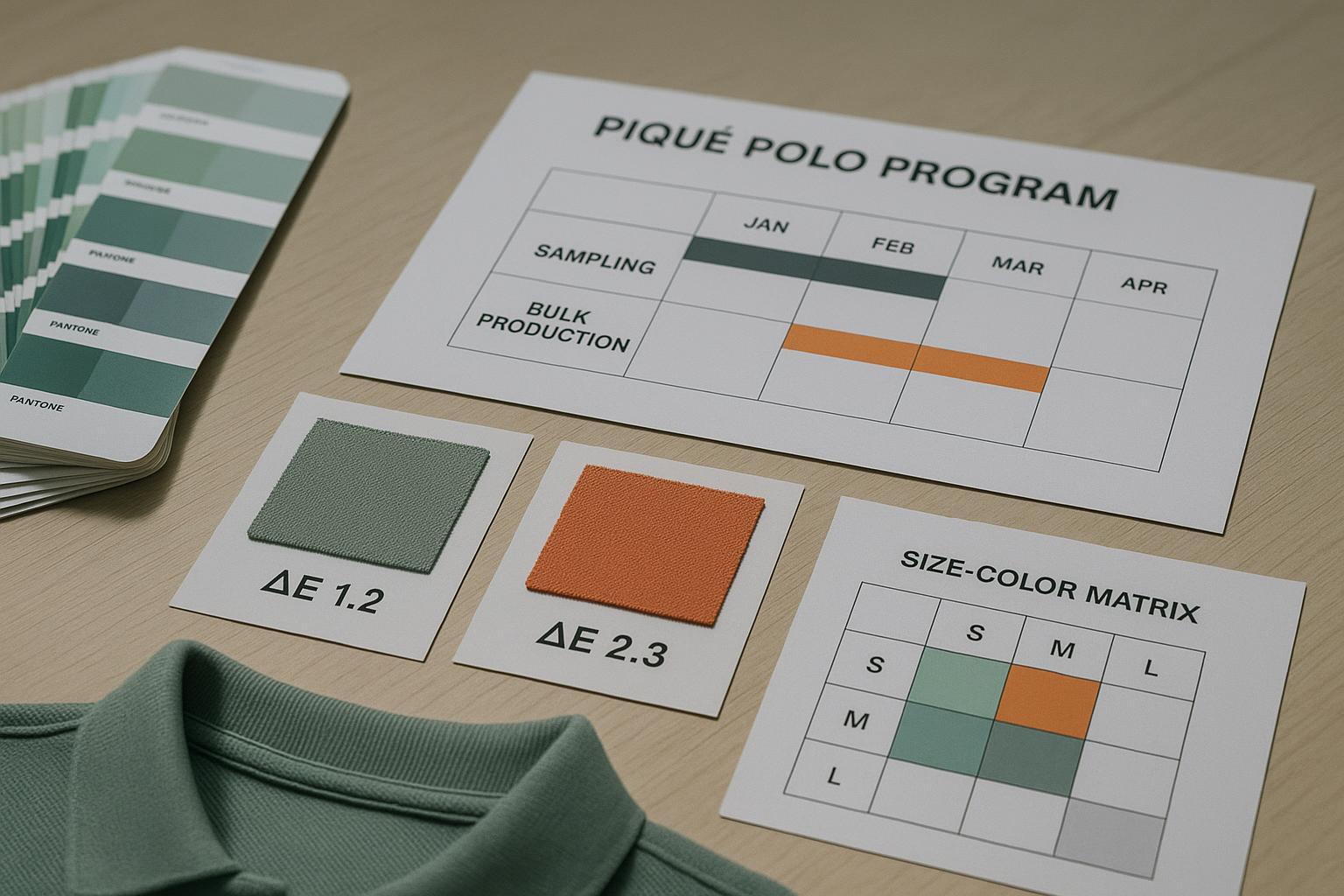
For piece-dye solids, plan 2–4 Pantone lab-dip rounds, evaluated under D65 daylight and TL84 store light using an AATCC/ISO-compliant light booth; set and keep a shade band. See X‑Rite’s guidance on standard illuminants in textile booths in the Judge LED overview.
Typical dyehouse minimums are framed per color. Many knit mills cite ≈250–300 kg per color as a working baseline for polo piqué, with smaller operators sometimes at 100–150 kg, and larger mills at 300–500 kg. Treat these as typical, not guaranteed, and validate with vendors.
Sampling for solid piece-dye polos often lands in 1–3 weeks once PFD fabric is ready; bulk planning bands of 6–8 weeks from approvals are common. Build a 1–2 week buffer if you run multiple colors.
Yield planning across sizes and colors matters more at low quantities than you think. Use simple kg↔meter conversions and add 10–15% overage to absorb shrinkage and cutting loss.
Piece-dye Pantone lab-dip SOP
Run lab dips like a mini project. Request submissions on PFD fabric that matches your bulk base in GSM and structure. Ask your supplier to provide small swatches around the target shade so you can choose the best direction, and insist that approvals happen under D65 daylight and TL84 store light. Those illuminants are standard in textile assessment; X‑Rite explains how compliant light booths simulate both conditions in its Judge LED documentation. Capture a physical shade band and keep it with the approved dip and recipe so bulk has a clear acceptance reference.
Set realistic iteration timing. Two to four rounds are typical when you’re chasing specific Pantones, with per-round turnaround often a working week once you account for dyeing, conditioning, shipping or scanning, review, and feedback. Digital workflows can compress this, but don’t bank your launch date on best-case speed. If you reach a third round without convergence, consider accepting a near-neighbor Pantone to protect lead time.
When you record your approval, note three things: which light sources you used, any instrument readouts for color difference (ΔE) if provided, and the exact recipe version locked for bulk. Keep your language simple and auditable: approved under D65/TL84 to shade band, ΔE within tolerance, formula v2.3 locked. For background on visual assessment and illuminants, see the practical overview in X‑Rite’s illuminant explainer.
For downstream testing references tied to bulk readiness, align your lab plan early. Color fastness to washing, rubbing, perspiration, and light, plus dimensional change and pilling, are standard checkpoints on polos. QIMA’s overview of ISO 105 and AATCC fastness methods is a clear primer, and ISO 6330 with ISO 5077 underpins shrinkage measurement in development and PP.
External references for context:
According to X‑Rite’s Judge LED overview, compliant booths standardize D65 and retail illuminants for repeatable visual checks: https://www.xrite.com/categories/light-booths/judge-led-light-booth
QIMA’s colorfastness explainer summarizes ISO 105 and AATCC methods used in apparel labs: https://blog.qima.com/textile/colorfastness-test-methods-for-textiles-guide
Dye MOQs and capacity windows
Dyehouses plan in kilograms per color. For knit piqué suitable for polos, many suppliers cite working baselines around 250–300 kg per color; smaller shops sometimes advertise 100–150 kg, while larger mills or specialty finishes may quote 300–500 kg. These are planning bands, not promises, and they vary with GSM, width, finish, and season. As a cross-check, several knit suppliers publicly list 250–300 kg per color for cotton or poly‑cotton piqué; treat that as a typical target range and confirm with your vendor.
Because each shade is its own production run, color count multiplies your scheduling risk. In March–June and September–December, dyehouse lines are busiest. Pre-book 4–6 weeks ahead, and add one to two weeks of buffer for multi-color programs. If late color decisions are unavoidable, consider moving a trailing shade to pigment dye on stock PFD to preserve the launch window, understanding it may have a different hand or fastness profile than your reactive route.
Yield planning across sizes and colors
In low quantities, fragmentation across sizes and shades quickly drags efficiency down. Think of the math in two parts: consumption per garment and conversion between meters and kilograms for your base fabric. A quick rule of thumb for 220 GSM piqué at 150 cm width is 3.03 meters per kilogram (1000 ÷ 220 ÷ 1.5), or roughly 0.33 kg per meter. A short-sleeve polo in size M typically consumes around 0.8–1.2 meters depending on the pattern and marker efficiency; add 10–15% to absorb shrinkage and cutting loss.
Two small tables help you sanity-check plans and talk confidently with your mill.
Meters ↔ kilograms for 220 GSM × 150 cm piqué
Item | Value |
|---|---|
Meters per kg | ≈ 3.03 m/kg |
Kg per meter | ≈ 0.33 kg/m |
Illustrative consumption snapshot per color
Scenario | Units | Base m per shirt | Overage | Total meters | Approx kg |
|---|---|---|---|---|---|
Size mix average | 25 | 1.0 | +12% | 28.0 | 9.2 |
This is why color count matters in a low MOQ pique polo program: even at 50 units split two colors × five sizes, you’re in single-digit kilograms per color—orders of magnitude below typical dye MOQs. The realistic options are to reduce shades, pool near-neighbor Pantones in one run, accept a surcharge, or time your colors to piggyback on shared fabric running through the line. For conversion formulas used above, see Online Clothing Study’s knit conversion reference: https://www.onlineclothingstudy.com/2015/10/how-to-convert-knitted-fabric.html
Yarn-dye vs piece-dye quick contrast
Most micro-pilots should start with piece-dye solids. If you’re adding stripe bodies or tipping on collars and cuffs, yarn-dye enters the chat—but expect higher effective MOQs and a longer clock due to shade approvals and stripe engineering.
Factor | Piece-dye solids | Yarn-dye stripes or tipping |
|---|---|---|
Where color is set | Fabric dye on PFD base | Yarn dyed before knitting |
Typical per-color minimums | Many suppliers cite ≈250–300 kg/color for knit piqué; some smaller shops 100–150 kg; large mills 300–500 kg | Similar or higher per yarn shade; 100–500 kg/shade common; engineering can raise effective MOQs |
Lead-time impact | Sampling 1–3 weeks once base is ready; bulk 6–8 weeks from approvals | Often +1–2 weeks vs piece-dye for yarn conditioning and stripe approvals |
Engineering complexity | Low for solids | Stripe repeat and feeder count constrain design; setup waste increases with complexity |
Best use | Solid-color launch under low MOQ | Stripes, jacquard accents, or tipping when volumes justify |
If you must use yarn-dye at tiny volumes, simplify the repeat and limit color count. Complex stripes drive feeder setup and waste, pushing your effective MOQ up.
Quality and testing gates
Map your tests to the development and PP milestones so nothing surprises you in bulk. For colorfastness, reference ISO 105 series and AATCC equivalents—washing, rubbing, perspiration, and light are the big four in polos. For dimensional stability, pair ISO 6330 with ISO 5077 during development and again on PP to lock shrinkage. Piqué faces can pill if yarn or finishing isn’t tuned; plan a Martindale-based assessment using ISO 12945‑2 or ASTM D4970. Don’t overcomplicate the language in your checklist; specify the method ID, the target grade (for example, 4 on a grey scale where appropriate), and the timing—development, PP, and, if needed, in-line spot checks.
If you’d like a broader manufacturing process reference to frame your approvals and QC mindset, this moss stitch manufacturing overview shows how disciplined gating improves yield and predictability across knit structures. It’s not piqué-specific, but the process discipline applies: https://knitwear.io/moss-stitch-knitwear-manufacturer-pattern-process-quality/
Worked example 50 units split two colors × five sizes
Here’s a neutral planning snapshot based on a 50-unit low MOQ pique polo capsule split across two colors and five sizes (about five units per size per color). Assume 220 GSM piqué at 150 cm width and 1.0 meter base consumption per shirt. That’s about 25 meters per color, plus 12% overage → roughly 28 meters. Using 0.33 kg per meter, each color is about 9.2 kg of fabric—far below typical dyehouse minimums cited earlier.
What’s the move? Reduce to one hero color for the first drop, or consolidate two near-neighbor Pantones into a single run if your mill will cooperate. If you must keep two shades, expect a surcharge or plan your run when shared base fabric is going through the line.
A practical timing plan many low-MOQ programs use: lab-dip approvals in Week 1–2, size set and PP in Weeks 2–4, bulk dye and cut-sew in Weeks 4–10. As a real-world reference point, Xindi Knitwear publicly states low MOQs starting from about 50 units with rapid sampling pathways; in stable seasons, planning 6–8 weeks for custom bulk from approvals remains a conservative and defensible band. Use these as typical guides, not guarantees, and validate with your vendor for your fabric and finish. Brand web source for low-MOQ context: https://knitwear.io/low-moq-production/
Troubleshooting playbook
If a lab dip fails under TL84 but passes under D65, you’re staring at metamerism—ask for a recipe shift noted by hue direction, then recheck against both illuminants. If you’re still off after three rounds, consider agreeing a near-neighbor Pantone and move on. When bulk shade drifts roll to roll, enforce your shade band, isolate nonconforming rolls, and define a re-dye threshold you can live with. If shrinkage drifts after finishing, pause and re-verify with ISO 6330 and ISO 5077, then correct markers only when stability is proven on PP. For pilling on piqué faces, check yarn quality and finish; a Martindale-based check using ISO 12945‑2 or ASTM D4970 plus an enzymatic bio-polish route on cotton can help.
For vendor due diligence and capacity risk, shortlisting disciplined manufacturers pays off. If you’re early in your vendor search, this Copenhagen knitwear manufacturers guide outlines process expectations and sampling norms you can use in RFQs and pilot runs: https://knitwear.io/best-copenhagen-knitwear-manufacturers-2025-guide/
Final checklist and next steps
Choose one to two colors you can ship on time; add a third only when preorders warrant it and lab dips are converging.
Run Pantone lab dips on matching PFD fabric under D65 and TL84; keep a physical shade band and lock the recipe before bulk.
Validate per-color dye minimums with your mill; pre-book dye slots 4–6 weeks ahead in peak months and add one to two weeks of buffer if you run multiple colors.
Build a simple size–color buy matrix and convert to meters and kilograms; add 10–15% overage for shrinkage and cutting loss.
Align testing gates early—ISO 105 fastness, ISO 6330/5077 shrinkage, and Martindale pilling—at development and PP so bulk releases cleanly.
If you want a sanity check on your low MOQ pique polo plan—color count, lab-dip cadence, and lead-time windows—share your target Pantones, fabric spec, and drop date. We’ll map a right-sized path and flag the risk points before you commit capacity.